2026/01/21
Why Rubber X-Rings Are Preferred for Dynamic Rotary and Reciprocating Seals


Rubber seals are often small in size, but they play a decisive role in the performance and reliability of modern equipment. From preventing fluid leakage in hydraulic systems to maintaining ultra-clean environments in semiconductor manufacturing, engineering rubber seals are essential across nearly every industrial sector.
Understanding how these seals are designed, what materials are used, and where they are applied can help businesses make better decisions, reduce downtime, and extend equipment life. This article provides a practical overview of engineering rubber seals, focusing on real-world applications and selection considerations.

Engineering rubber seals are precision components made from elastomer materials designed to block the passage of liquids, gases, or contaminants. Unlike standard rubber parts, these seals are engineered to meet strict performance requirements under specific operating conditions.
They are commonly used in:
Static sealing (no relative motion)
Dynamic sealing (with movement or pressure changes)
High-pressure and vacuum environments
Chemically aggressive or high-temperature systems
Typical products include O-rings, U-cup seals, diaphragms, rubber gaskets, and metal bonded seals.
The performance of a rubber seal starts with material selection. Each elastomer has unique characteristics that determine its suitability for different environments.
NBR is widely used due to its excellent oil resistance and cost-effectiveness. It is commonly found in automotive systems, hydraulic equipment, and general industrial applications.
FKM offers superior resistance to high temperatures and aggressive chemicals. It is often used in aerospace, chemical processing, and high-performance automotive systems.
EPDM is known for its excellent resistance to weather, ozone, and water. It is ideal for outdoor applications and systems exposed to steam or moisture.
Silicone performs well in extreme temperature ranges and is commonly used in medical, food-grade, and electronic applications due to its stability and cleanliness.
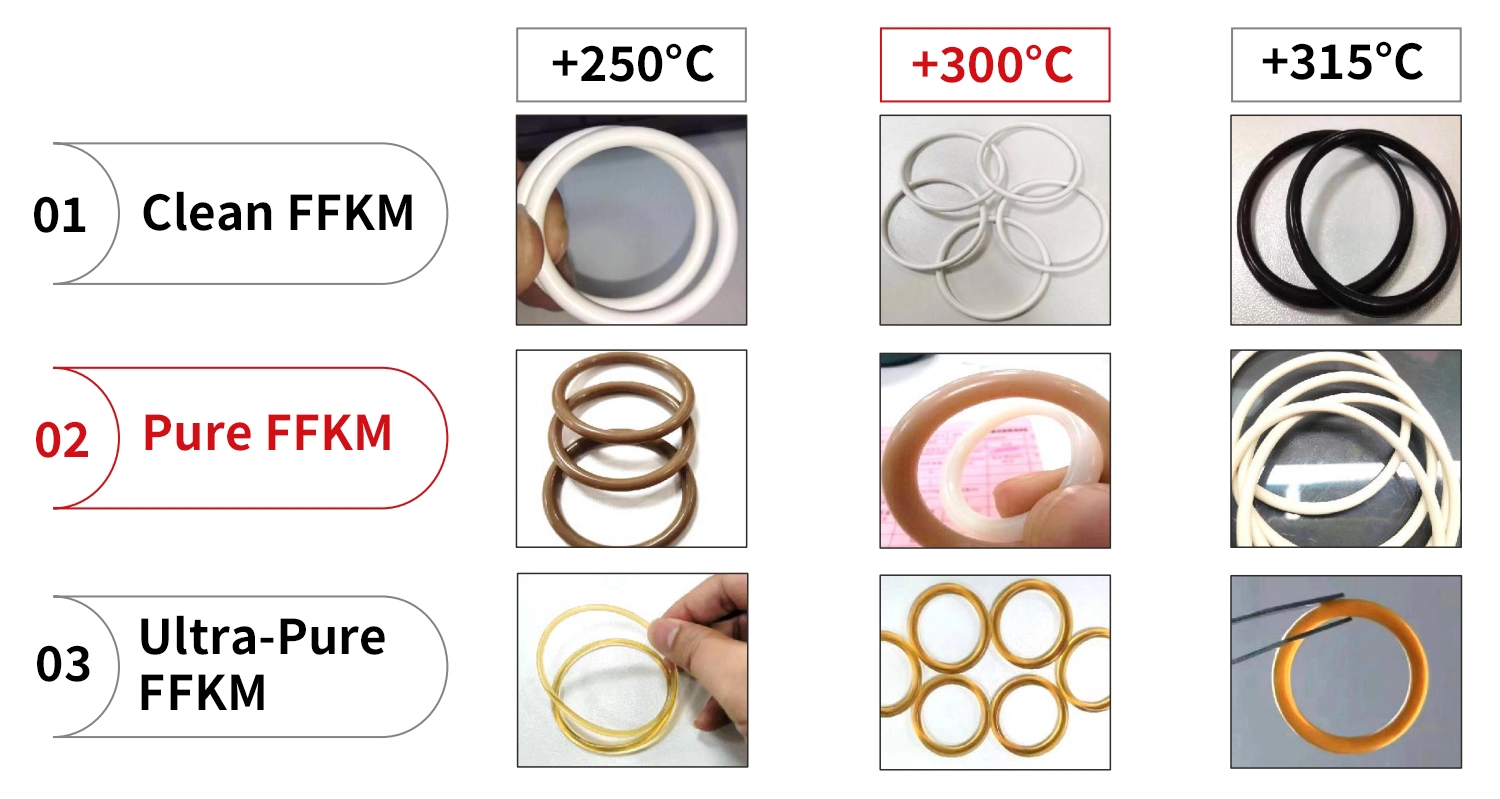
Materials such as HNBR, FVMQ, and perfluoroelastomers (FFKM) are used in highly demanding environments like semiconductor manufacturing and oil & gas systems. These materials provide enhanced durability, chemical resistance, and thermal stability.
Choosing the wrong material can lead to premature failure, even if the seal design is correct.
Seal design is just as important as material selection. A well-designed seal ensures proper contact pressure, durability, and long-term performance.
Different seal shapes are designed for specific applications:
O-rings for general sealing
U-cups for hydraulic and dynamic sealing
Flat gaskets for flange connections
Diaphragms for pressure regulation
Each geometry affects how the seal responds to pressure, movement, and deformation.
Proper compression ensures that the seal fills the gap between mating surfaces without being overstressed. Over-compression can lead to deformation, while under-compression may cause leakage.
High-precision industries such as semiconductor and medical equipment require extremely tight tolerances. Even minor deviations can impact performance.
The quality of the sealing surface directly affects sealing efficiency. Rough or uneven surfaces can lead to leakage or accelerated wear.
The way a rubber seal is manufactured significantly affects its performance and consistency.
This process is suitable for larger or thicker components. It provides strong mechanical properties and is commonly used for gaskets and diaphragms.
Injection molding is ideal for high-volume production with consistent quality. It is widely used for O-rings and precision components.
Advanced tooling ensures tight tolerances and repeatability, which is critical for high-end applications.
A manufacturer with strong technical capabilities will continuously refine these processes to improve product quality.
Engineering rubber seals are used in a wide range of industries, each with its own requirements.
Seals must withstand long-term exposure to UV radiation, temperature changes, and outdoor environments. Durability and weather resistance are essential.
This industry demands ultra-clean, low-contamination materials with excellent chemical resistance. Precision and consistency are critical.
Seals must resist solvents and maintain performance during continuous operation.
Seals are exposed to vibration, heat, oils, and electrical systems. Reliability is crucial for both safety and performance.
High pressure and dynamic movement require seals that are both flexible and durable.
Seals must meet strict hygiene standards, including biocompatibility and resistance to sterilization processes.
In many industrial scenarios, standard seals are not sufficient. Custom solutions are often required to meet specific performance and design requirements.
This includes:
Custom material formulations
Specialized geometries
Enhanced chemical or temperature resistance
Integration with metal or composite components
For businesses looking to explore tailored options, this
<a href="https://www.haosealtech.com/product/">engineering rubber sealing solutions page</a> provides a comprehensive overview of available products and customization capabilities.
Selecting a reliable partner is essential for achieving consistent sealing performance. Guangdong Haoou Sealing Technology Co., Ltd. has been focused on rubber sealing solutions since 2010, offering both technical expertise and industry-specific experience.
Founded by a team with extensive background in R&D and manufacturing, the company serves a wide range of industries including photovoltaic systems, semiconductor equipment, automotive and new energy vehicles, hydraulic and pneumatic systems, as well as medical and sanitary applications.
With a dedicated R&D center, Guangdong Haoou Sealing Technology Co., Ltd. continuously improves production processes and material performance. This allows the company to deliver practical, application-driven solutions rather than one-size-fits-all products.
To maximize the effectiveness of engineering rubber seals, consider the following:
Match the seal material to the actual operating environment
Ensure proper installation to avoid deformation
Avoid excessive compression or misalignment
Regularly inspect seals for wear or degradation
Work closely with manufacturers during product development
These steps can significantly reduce failure rates and improve overall system reliability.
Engineering rubber seals are critical components that require careful consideration of materials, design, and manufacturing processes. Their performance directly impacts system efficiency, safety, and longevity.
By understanding how seals function and working with experienced manufacturers, businesses can ensure that their sealing solutions meet the demands of modern industrial applications. As industries continue to evolve, the need for reliable and high-performance sealing solutions will only become more important.