2026/02/06
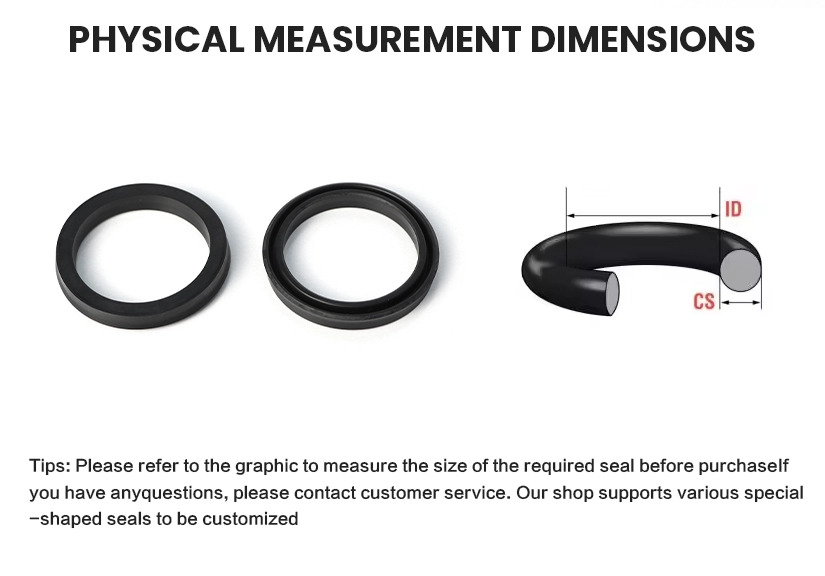
Why X-Rings Offer Better Sealing Performance Than O-Rings


Acid resistant seals are critical components in chemical processing equipment where aggressive acids, corrosive fluids, and harsh operating conditions are part of daily operations. Selecting the right acid resistant seals can significantly improve equipment reliability, reduce maintenance frequency, and prevent costly leakage incidents. For chemical plants, semiconductor facilities, water treatment systems, and industrial manufacturing operations, proper seal selection is not simply a maintenance decision—it is an important part of overall process safety and efficiency.
As an experienced acid resistant seals manufacturer, HaO Seal Technology Co., Ltd provides precision-engineered sealing solutions designed to perform in demanding industrial environments. From standard O-rings to highly specialized customized seals, we help customers identify the most suitable sealing materials and designs for their specific applications.
Chemical processing equipment operates under conditions that are often much more demanding than conventional industrial systems.
Seals may be exposed to:
· Strong acids
· Chemical solvents
· Oxidizing agents
· High temperatures
· Pressure fluctuations
· Continuous operating cycles
When the wrong sealing material is selected, problems can develop quickly, including:
· Chemical degradation
· Swelling
· Cracking
· Hardening
· Loss of elasticity
· Product contamination
· Fluid leakage
Even a minor seal failure can result in production downtime, environmental concerns, safety risks, and expensive repairs.
Selecting the right seal from the beginning helps avoid these issues while maximizing equipment performance.
The first step in choosing an acid-resistant seal is identifying the exact chemicals involved in the process.
Important factors include:
Different acids affect elastomers differently.
Common industrial acids include:
· Sulfuric acid
· Hydrochloric acid
· Nitric acid
· Phosphoric acid
· Acetic acid
A material that performs well with one acid may not be suitable for another.
The concentration of the chemical often has a significant impact on seal durability.
For example:
· Diluted acids may be compatible with several elastomers.
· Concentrated acids often require premium materials such as FKM or FFKM.
Many industrial processes involve multiple chemicals.
In these situations, seal compatibility must be evaluated against all process media rather than a single substance.
Temperature plays a major role in sealing performance.
As temperatures increase:
· Chemical reactions accelerate
· Material aging speeds up
· Elastomer properties may change
A seal that performs well at room temperature may fail prematurely at elevated temperatures.
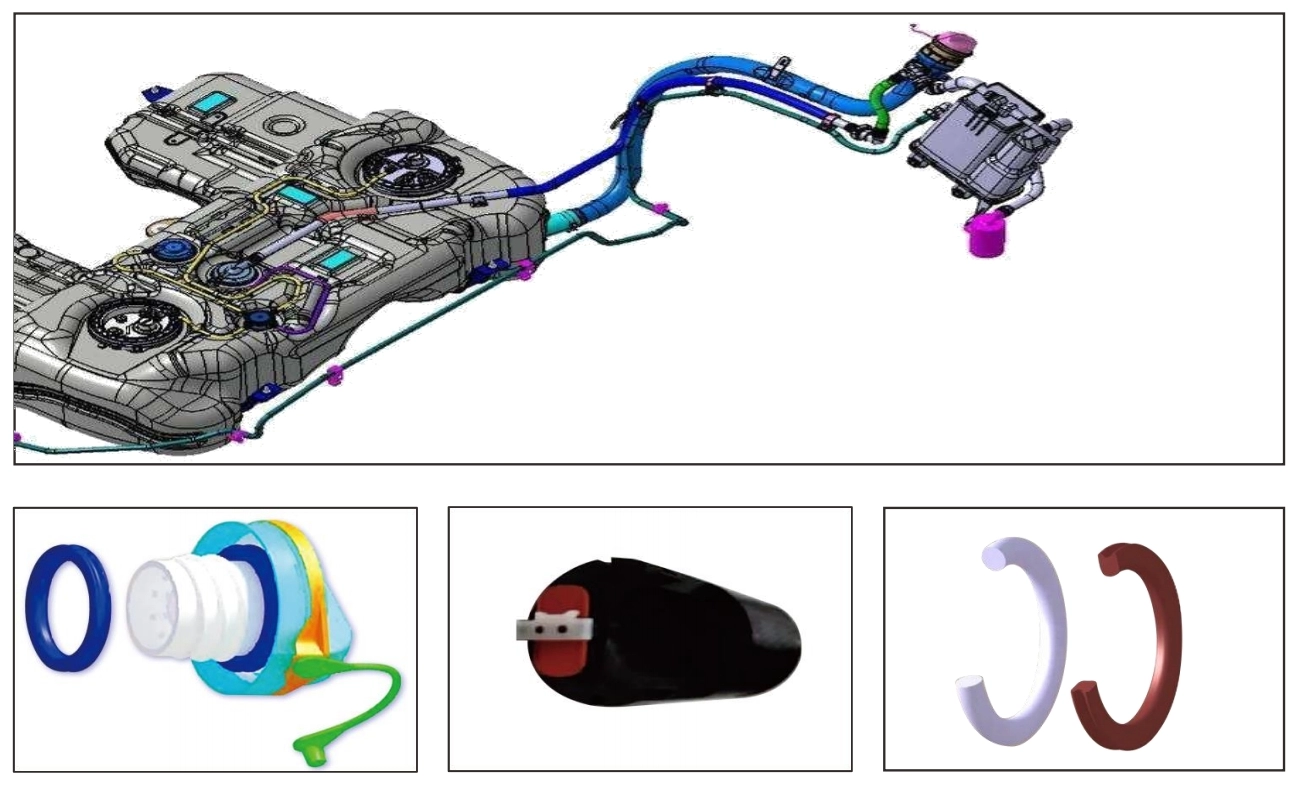
Chemical processing equipment may include:
· Reactors
· Heat exchangers
· Mixing vessels
· Chemical transfer systems
These applications often require sealing materials capable of maintaining stability under both thermal and chemical stress.
At HaO Seal Technology Co., Ltd, our sealing products are manufactured using advanced elastomers including:
· NBR (Nitrile)
· EPDM
· Silicone
· FKM (Viton®)
· FFKM
Each material offers unique temperature and chemical resistance characteristics.
Pressure conditions directly affect seal performance.
High-pressure systems place additional stress on sealing materials and can accelerate wear if the wrong material or seal design is used.
Engineers should evaluate:
· Maximum operating pressure
· Pressure cycling frequency
· Vacuum conditions
· Potential pressure spikes
In demanding applications, specially designed customized seals may provide superior performance compared to standard sealing solutions.
Material selection is one of the most important aspects of seal design.
FKM is one of the most commonly used materials for acid-resistant sealing applications.
Advantages include:
· Excellent chemical resistance
· Superior heat resistance
· Good fuel and oil compatibility
· Long service life
Applications:
· Chemical pumps
· Industrial valves
· Process equipment
· Automotive fluid systems
FFKM is often considered the premium solution for highly aggressive chemical environments.
Advantages include:
· Near-universal chemical compatibility
· Outstanding acid resistance
· Exceptional thermal stability
· Long-term durability
Applications:
· Semiconductor equipment
· High-purity processing systems
· Pharmaceutical manufacturing
· Advanced chemical processing
EPDM performs particularly well in water-based and certain acidic environments.
Advantages:
· Excellent steam resistance
· Good acid resistance
· Outstanding weatherability
Applications:
· Water treatment systems
· Chemical dosing equipment
· Cooling systems
Silicone offers excellent flexibility across a wide temperature range.
Applications:
· Medical equipment
· Laboratory instruments
· Electronic manufacturing systems
NBR is best known for oil and fuel resistance but can also be effective in selected chemical environments.
Applications:
· Hydraulic systems
· Pneumatic systems
· Industrial machinery
The movement of equipment components affects seal selection.
Static seals remain stationary between mating surfaces.
Examples include:
· Flange connections
· Pipe joints
· Tank covers
These applications often prioritize chemical compatibility and compression resistance.
Dynamic seals experience movement during operation.
Examples include:
· Rotating shafts
· Pump components
· Hydraulic cylinders
These systems require materials with excellent wear resistance and elasticity.
Different industries have unique sealing challenges.
Semiconductor manufacturing requires:
· Ultra-clean materials
· Low contamination risk
· Exceptional chemical resistance
Solar manufacturing equipment often handles corrosive chemicals throughout production processes.
Battery systems and fluid management components require long-lasting sealing performance.
Seals must meet strict cleanliness and material compatibility standards.
HaO Seal Technology Co., Ltd has extensive experience supplying sealing solutions across all of these industries.
Standard O-rings work well for many applications, but specialized equipment often requires custom solutions.
Custom sealing products may be necessary when:
· Non-standard dimensions are required
· Complex chemical exposure exists
· Extreme temperatures are involved
· Unique equipment geometries are present
Our engineering team provides customized seals developed according to customer drawings, specifications, and performance requirements.
This approach helps ensure optimal sealing performance while reducing long-term maintenance costs.
Established in 2010, HaO Seal Technology Co., Ltd has grown into a trusted global supplier of rubber seals and sealing solutions.
Our strengths include:
We manufacture seals using premium elastomer compounds selected for specific operating environments.
Our precision production systems ensure:
· Consistent quality
· Tight tolerances
· Reliable performance
We serve customers in:
· Semiconductor equipment
· Photovoltaic equipment
· Inkjet marking equipment
· Automotive and NEV industries
· Hydraulic and pneumatic systems
· Medical and sanitary industries
Our dedicated R&D center continuously improves product performance, manufacturing processes, and material technology.
Selecting the right acid-resistant seals for chemical processing equipment requires a thorough understanding of chemical compatibility, temperature conditions, pressure requirements, and application-specific demands. Material selection plays a crucial role in determining seal durability, equipment reliability, and long-term operating efficiency.
Whether your application requires standard rubber O-rings or specialized sealing designs, working with an experienced manufacturer can simplify the selection process and reduce operational risks. With advanced elastomer technologies, extensive industry expertise, and custom engineering capabilities, HaO Seal Technology Co., Ltd delivers sealing solutions designed to perform reliably in the most demanding chemical processing environments.