2026/01/23
Rubber X-Rings for Dynamic Sealing: Applications in Industrial Machinery


In modern industrial systems, reliability often comes down to the smallest components. Among these, rubber seals play a critical role in maintaining system integrity, preventing leaks, and ensuring safe and efficient operation. Whether in high-pressure hydraulic systems or ultra-clean semiconductor environments, choosing the right sealing solution can directly impact performance, maintenance costs, and equipment lifespan.
This guide explores high-performance rubber seals from a practical perspective—covering materials, applications, manufacturing processes, and how to select the right solution for your specific industry.

High-performance rubber seals are engineered components designed to withstand demanding operating conditions such as extreme temperatures, aggressive chemicals, high pressure, and dynamic motion. Unlike standard seals, they are manufactured using advanced elastomers and precise molding techniques to ensure durability and consistent performance.
Common types include:
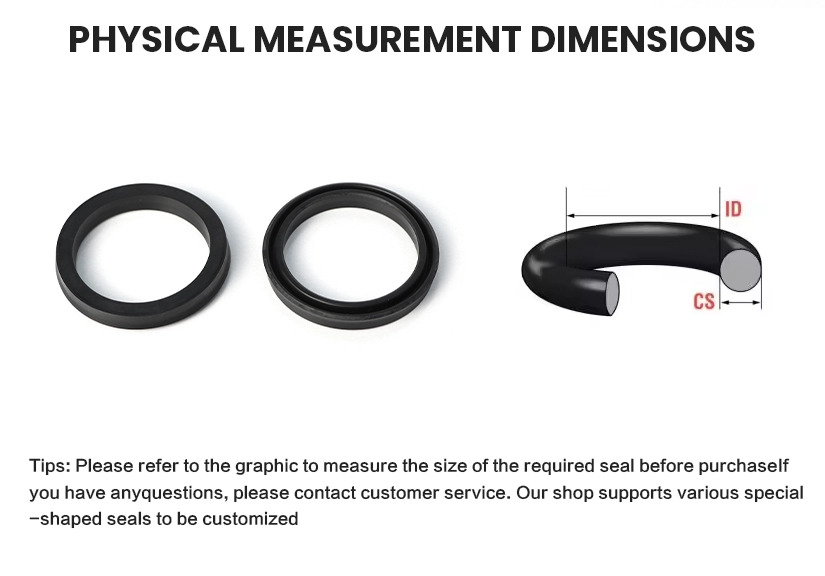
O-rings (round and square)
U-cups and U-ring seals
Diaphragms and membranes
Metal bonded rubber seals
Flat washers and gaskets
These components are widely used across industries where failure is not an option.
Material selection is the foundation of sealing performance. Each elastomer offers specific advantages depending on the environment.
Known for its excellent oil resistance and cost-effectiveness, NBR is commonly used in automotive and hydraulic systems.
Ideal for high-temperature and chemically aggressive environments, FKM seals are widely used in chemical processing and aerospace applications.
Best suited for outdoor and weather-resistant applications, EPDM performs well against water, steam, and UV exposure.
Silicone seals excel in extreme temperature ranges and are often used in medical and food-grade applications.
These advanced materials offer enhanced mechanical strength and chemical resistance, making them suitable for oil & gas and semiconductor industries.
Rubber seals are essential across a wide range of industries. Each sector has unique requirements that influence material choice and design.
Seals must withstand UV exposure, temperature fluctuations, and long operational cycles. Durability and weather resistance are key.
Ultra-clean environments require seals with low outgassing, high purity, and excellent chemical resistance. Precision is critical.
Seals must resist ink solvents and maintain consistent performance under continuous operation.
From engine systems to battery packs, seals must handle vibration, heat, and exposure to oils and chemicals.
High-pressure resistance and flexibility are essential to prevent leakage and maintain efficiency.
Biocompatibility, non-toxicity, and resistance to sterilization processes are mandatory.
The performance of a rubber seal is not only determined by its material but also by how it is manufactured.
Suitable for large or thick components, this method ensures strong structural integrity and is commonly used for gaskets and diaphragms.
Ideal for high-volume production with tight tolerances. It ensures consistent quality and is widely used for O-rings and precision seals.
Advanced tooling and strict quality control enable the production of components with exact dimensions, which is critical in industries like semiconductors and medical devices.
A reliable manufacturer continuously invests in R&D and process optimization to improve product consistency and performance.
Selecting the correct rubber seal involves more than just picking a material. Here are the key factors to consider:
Temperature range
Exposure to chemicals or gases
Pressure conditions
Static vs dynamic sealing
Compression set resistance
Wear and abrasion resistance
Medical-grade certifications
Food safety requirements
Industry-specific standards
In many cases, off-the-shelf products are not sufficient. Custom OEM and ODM solutions allow for precise adaptation to equipment requirements.
For a wide range of customizable sealing products, you can explore this
<a href="https://www.haosealtech.com/product/">high-performance rubber seal solutions</a> page for detailed specifications and application options.
A high-quality sealing solution is only as good as the expertise behind it. Guangdong Haoou Sealing Technology Co., Ltd. has been focusing on rubber sealing technologies since 2010, building strong capabilities in research, development, and manufacturing.
Founded by a team with extensive industry experience, the company has developed solutions tailored to demanding sectors such as photovoltaic systems, semiconductor equipment, automotive and new energy vehicles, as well as medical and sanitary industries.
With a dedicated R&D center, the company continuously improves its production processes and material performance. This commitment ensures that customers receive not just products, but reliable sealing solutions designed for real-world challenges.
Even the best seal can fail if not properly applied. Here are some practical recommendations:
Ensure correct installation to avoid deformation or damage
Match seal material with the operating environment
Regularly inspect seals for wear and aging
Avoid over-compression, which can reduce lifespan
Work with experienced suppliers for custom applications
High-performance rubber seals are critical components that directly influence the efficiency, safety, and longevity of industrial systems. From material selection to manufacturing precision and application-specific design, every detail matters.
As industries continue to evolve—especially in sectors like renewable energy, semiconductors, and new energy vehicles—the demand for advanced sealing solutions will only increase. Partnering with a knowledgeable and innovative manufacturer ensures that your systems remain reliable under even the most demanding conditions.